Технические характеристики:
| Модификация |
ССПТ-160 |
ССПТ-225 |
ССПТ-315 |
ССПТ-400 |
ССПТ-500 |
ССПТ-630 |
ССПТ-800 |
ССПТ-1000 |
ССПТ-1200 |
Ø свариваемых
труб, мм |
40 ÷ 160 |
63 ÷ 225 |
75 ÷ 315 |
160 ÷ 400 |
225 ÷ 500 |
315 ÷ 630 |
450 ÷ 800 |
630 ÷ 1000 |
710 ÷ 1200 |
Стандартные
вкладыши, мм |
63, 90, 110 |
90, 110, 160 |
110, 160,
225 |
160, 180,
200, 225,
250, 280,
315, 355 |
225, 250,
280, 315,
355, 400,
450 |
315, 355,
400, 450, 500,
560 |
450, 500,
560, 630,
710 |
630, 710,
800, 900 |
710, 800,
900, 1000 |
| Модификация М |
● |
● |
● |
|
|
|
|
|
|
| Модификация МЭ |
● |
● |
● |
● |
● |
● |
|
|
|
| Модификация Э |
● |
● |
● |
● |
● |
● |
● |
● |
● |
| Модификация ЭПР |
● |
● |
● |
● |
● |
● |
● |
● |
● |
Аппарат для сварки пластиковых труб используется для соединения изделий, имеющих диаметр более 50 мм и толщину стенок – свыше 5 мм. В основе этого способа сварки лежит нагрев торцевых частей труб при контакте с нагревательным элементом до необходимого состояния вязкости материала, при котором становится возможным крепкое соединение расплавленных частей на молекулярном уровне. Если Вы хотите купить сварочный аппарат для стыковой сварки (ПЭ, ПНД, PE-RT) по хорошей цене - обращайтесь к официальному дистрибьютору компании ООО "Волжанин" в Республике Беларусь ООО "Легионтрейд".
Классификация сварочных аппаратов для пластиковых труб:
В зависимости от типа привода современный рынок предлагает несколько видов агрегатов:
- с механическим приводом;
- с гидравлическим приводом;
- полуавтоматические гидравлические стыковые сварочные аппараты;
- автоматические гидравлические стыковые сварочные аппараты (CNC).
Технологию сварки пластиковых труб при помощи стыкового сварочного аппарата можно разделить на следующие этапы:
- Монтаж и центровка соединяемых труб в центраторе устройства;
- Торцевание плоскости трубы при помощи ножей электрического торцевателя;
- Нагрев и оплавление поверхности торцов труб с помощью нагревателя и последующее удаление его из области сварки;
- Соединение труб под давлением при помощи гидравлической станции либо ручного гидравлического насоса.
Кроме того, в процессе стыковой сварки очень важно контролировать следующие параметры:
- Температуру элемента, при помощи которого происходит нагрев;
- Время нагрева;
- Величину оплавления материала;
- Давление во время процесса нагрева и при охлаждении.
Отличительные особенности сварочных аппаратов пластиковых труб ПНД Volzhanin ССПТ:
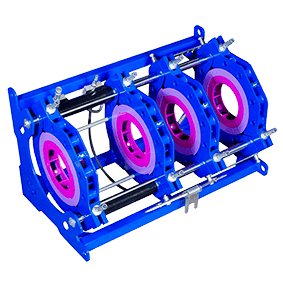 |
Центратор:
– Запатентованная конструкция рамы, позволяющая работать в трех положениях наклона к горизонту без дополнительной переналадки
– Технологичная рама, устойчивая к кручению и изгибу
– Возможность работы по схеме 2+2 (два подвижных и два неподвижных хомута) и по схеме 3+1 для сварки фитингов, отводов, Y-образных отводов, тройников, крестовин, соединив 2 и 3 хомут при помощи перекидной планки
– Затяжка гаек откидных винтов вручную, накидным или рожковым ключом, прутком монтажки
– Редукционные вкладыши для крепления изделий меньшего диаметра
– Площадь сечения поршня гидроцилиндра позволяет развивать усилие необходимое для сварки пластиковых труб с SDR от 41 до 6
– Механизм отрывателя позволяет отводить прилипшее зеркало нагревательного элемента от торца
|
 |
Нагреватель:
– Ремонтопригодный нагревательный элемент
– Система нагревательных элементов обеспечивает равномерное распределение температуры по всей поверхности зеркала (±1°С), не зависимо от размера зеркала 160 – 1600 мм
– Цифровой терморегулятор позволяет установить любой температурный режим, и поддержать его на всем этапе сварочного процесса
– Таймер
|
 |
Торцеватель электрический:
– Высокий крутящий момент и запас мощности, обеспечивает высокую надежность торцевателя
– Минимальное количество сопрягаемых деталей, что обеспечивает максимальное торцевое биение и, как следствие, минимальный зазор можду торцами труб
|
 |
Ручной насос:
– Отсутствие подключения к электрической сети
– Развивает необходимое и достаточное усилие для сварки труб диаметром до 400 мм
|
 |
Гидростанция:
– Металлический кожух и защитная рама
– Минимальное количество соединений, что позволяет минимизировать падение давления в системе и упростить монтаж узлов станции
– Гидроаккумулятор обеспечивает поддержание давления на всех этапах сварочного процесса
– Обособленный электрический блок в составе маслостанции, позволяет уменьшить количество переносимых узлов станка
|
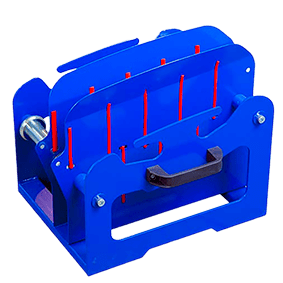 |
Бокс:
– Предназначен для транспортировки и хранения торцевателя и нагревательного элемента. Оборудован защитными экранами для предотвращения повреждения антипригарного покрытия, а также для защиты оператора от случайного контакта с горячим нагревательным элементом
|
| |
Гарантия 5 лет
|
Дополнительные принадлежности:
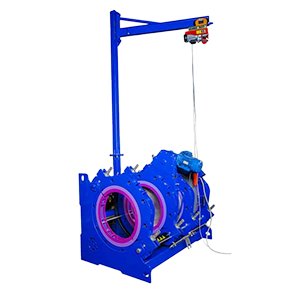 |
Кран манипулятор:
– Подвижный тельфер
– Дополнительный упор для предотвращения опрокидывания центратора
|
 |
Зажим для втулок под фланец:
– Предназначен для сварки втулки под фланец с трубой или другим фасонным изделием
|
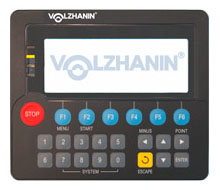 |
Прибор протоколирования:
Блок CNC позволяет производить сварку в полуавтоматическом режиме:
– Автоматический расчет режимов сварочного процесса, необходимо только задать:
– Материал
– Диаметр
– SDR
– Корректировка режимов сварки в зависимости от температуры окружающей среды
– Автоматическая подкачка давления в случае критического падения
– Поддержание заданного температурного режима
– 10 профилей с информацией о сварщике, организации и месте проведения работ
– Возможность сварки в ручном режиме "Сварка без протоколирования"
– Графическое отображение сварочного процесса в "Циклограмме"
– Передача на ПК протоколов через USB flash накопитель
– Памяти носителя доступно более 1 000 000 протоколов
– Опция: GPS слежение и удаленный доступ к прибору протоколирования
|
 |
Опорные ролики:
– Пара роликов позволяет варить трубы всего размерного ряда группы
– Простота конструкции залог надежной работы на протяжении долгих лет
|











